A csavarok alapanyagai speciális hideg- illetve melegzömítésre alkalmas acél huzalok, melyek tekercses kiszerelésben állnak rendelkezésre. Nagyon fontos a megfelelő ötvözet alkalmazása, hogy a fém alakítható legyen, és a kész csavar keménységét, szilárdságát hőkezeléssel a kívánt mértékig fokozni lehessen.
A csavargyártás lépései: • huzal darabolás; • redukálás csavarszár átmérőre; • redukálás menetalap átmérőre; • fejzömítés; • fejkörülvágás; • horonymarás; • menethengerlés vagy menetmángorlás; • hőkezelés; • felületkezelés. (nem minden fajta csavar gyártása igényli az itt felsorolt lépések mindegyikét)
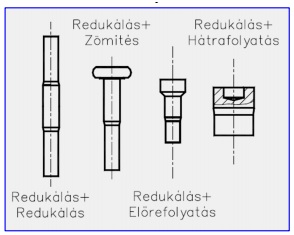
A csavargyártás első fő lépése, a sajtolás során az alapanyagon végezhető folyamatok a redukálás, előre- illetve hátrafolyatás és a fejzömítés. Ezek az alakítási folyamatok felmelegítik az alapanyagot, ami a gyártásra nézve előnyös; könnyebben alakíthatóvá válik az anyag. A redukálás során az előgyártmány keresztmetszetét csökkentik, míg zömítéskor a magassági méret csökken és a keresztmetszet nő. A zömítés lehet ún. szabad zömítés és zárt szerszámban történő zömítés. Ez a művelet alakítja ki a csavar fejének profilját.
A következő folyamat a fejkörülvágás; ezt a lépést pl. hatlapfejű csavarok gyártásánál alkalmazzák. Ebben a folyamatban egy szerszám a hengeresre alakított fej szélét egy lépésben hatlapfejűre vágja egy „fejáthúzás” műveleteként.
A horonymarás egyenes hornyú hengeres fejű csavarok készítéséhez szükséges, itt a hengeres fejűre sajtolt csavart egy fűrésztárcsa segítségével teszik hornyolttá.
Az eddig felsorolt folyamatok elkészítették a csavar profilját, már csak menetnek kell rá kerülnie. Sokféle menet létezik, mint pl. metrikus métermenet, lemez menet, famenet, műanyag menet, több bekezdésű menet, önmetsző menet, menetnyomó menet… stb. A megrendelő kívánsága szerinti kialakítással gyárthatóak a csavarok. A menetkészítés forgácsolás nélkül, mángorlással készül; ez egy gyors és pontos végeredményt adó folyamat. A mángorlás két szerszám közti hengerítéssel, görgetéssel végezhető. A menet elkészülte után van még lehetőség például a menetmetsző csavar szárának bevágására, amivel létrejön a csavar vágóéle.
Az immár kész csavart igény esetén lehet hőkezelni. A hőkezelés mértéke a végső felhasználás igényei szerint igen sokrétű lehet.
A hőkezelt csavart szintén igény esetén bevonattal lehet ellátni a korrózió állóság érdekében. Ez a lépés természetesen ha nem korrodáló alapanyagú csavarról beszélünk szükségtelenné válik.
A csomagolást, dobozolást követően készen is áll a csavar a szállításra, beépítésre.
Most már nagyjából láthatjuk mennyi különböző lépés és folyamat eredménye egy „egyszerű” csavar!